: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Penyebab Dan Penanggulangan Cacat Cetakan Injeksi - Gelembung(1)
FCS telah mengkhususkan diri dalam mesin cetak injeksi selama hampir 50 tahun, dan telah mengumpulkan banyak pengalaman praktis dan energi di bidang cetakan injeksi berdasarkan penelitian dan pengembangan inovatif yang berkelanjutan di industri. Namun, proses pencetakan injeksi mudah dipengaruhi oleh "orang, mesin, bahan, metode, dan lingkungan" (yaitu operator, mesin/cetakan injeksi, bahan plastik, kondisi pencetakan injeksi, dan lingkungan produksi), yang mengakibatkan berbagai cacat cetakan injeksi. 12 jenis cacat umum tercantum dalam tabel di bawah.
| Jenis cacat cetakan injeksi yang umum | |||
| Gelembung | Penyusutan/Depresi | Warping dan deformasi | Menghanguskan |
| Bintik hitam | Injeksi kurang terisi/pendek | Duri | Garis ikatan |
| Keputihan atas | Garis-garis gas | Tanda aliran | Menggila |
Ada banyak jenis cacat pada cetakan injeksi, jadi pertama-tama kita akan membahas masalah cacat gelembung dan mengusulkan solusinya.
Penyebab terbentuknya gelembung
Selama pencetakan injeksi komponen plastik, berbagai jenis cacat cetakan seperti keretakan atau gelembung terjadi karena pencampuran udara, uap air, atau gas ke dalam lelehan, dan gelembung ini menyebabkan cacat properti nyata dan fisik yang seringkali sulit diatasi. Saat memecahkan masalah cacat gelembung, banyak operator membuat kesalahan dengan menebak apa gelembung itu, dan kemudian segera memulai proses ajaib dalam menyesuaikan kondisi cetakan injeksi untuk menghilangkan gelembung. Sangat disarankan agar proses ajaib bukanlah cara terbaik untuk memulai penghilangan gelembung. Sebaliknya, ini harus dimulai dengan mendefinisikan gelembung.
Mendefinisikan jenis gelembung
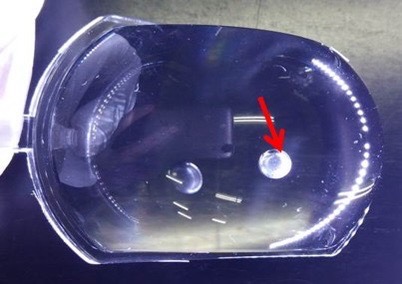
Gelembung yang terdapat pada produk transparan dapat diamati secara langsung, sedangkan gelembung yang terdapat pada produk buram terkadang tidak terlihat dari luar dan hanya dapat dideteksi dengan membukanya atau dengan cara lain. Sebelum mengatasi masalah cacat gelembung, jenis zat berikut yang terkandung dalam gelembung harus diidentifikasi.
(1) Gas yang terperangkap: Ini termasuk udara, uap air, bahan mudah menguap dari bahan tambahan plastik, atau gas yang terurai.
(2) Gelembung vakum:
Gelembung disebabkan oleh penyusutan plastik karena adanya suhu dingin. Catatan: Penting untuk menentukan jenis gelembung apa yang ada, dan untuk mengidentifikasi akar penyebab serta sumber gelembung tersebut sebelum melanjutkan ke langkah berikutnya dalam menghilangkan masalah.

Metode untuk mengidentifikasi jenis gelembung
Memanaskan bagian yang mengandung gelembung secara perlahan dengan heat gun, oven inframerah atau sejenisnya memungkinkan panas memiliki cukup waktu untuk menembus lapisan tebal daging bagian tersebut dan mulai berdifusi hingga area yang menggelembung pada bagian tersebut melunak, pada saat itulah bagian tersebut dipanaskan. gelembung harus berubah bentuk. Jika gelembung tersebut terbentuk oleh gas yang terperangkap, maka gas tersebut akan memanas dan memperluas permukaan bagian tersebut atau bahkan pecah. Jika tidak ada udara di dalam gelembung, dan itu adalah gelembung vakum, tekanan akan mendorong permukaan hingga runtuh setelah bagian tersebut melunak.
| Jenis gelembung | Metode presentasi |
| Gas yang terperangkap | Pemuaian gas setelah pemanasan menyebabkan pemuaian permukaan atau pecahnya bagian tersebut. |
| Gelembung vakum | Pelunakan setelah pemanasan mendorong keruntuhan permukaan. |
Catatan: Uji pelunakan tidak boleh dilakukan lebih dari 2 jam karena terutama bahan penyerap air akan menyerap kelembapan di udara dan mengisi pori-pori gelembung vakum, sehingga mengakibatkan kesalahan penilaian.
Misalkan hasil pengujian menunjukkan bahwa gas yang terperangkap menghasilkan gelembung, maka gas yang terperangkap tersebut dapat berupa:
(1) Kelembapan: Kelembapan yang melekat pada permukaan partikel tidak hilang karena kurangnya pengeringan plastik penyerap air atau kelembapan di udara.
(2) Gas dekomposisi termal: Seringkali merupakan manfaat dari suhu leleh dan waktu tinggal, atau dekomposisi dan penguapan bahan tambahan plastik, yang biasanya terjadi dalam proses pengeringan dan plastisisasi.
(3) Udara: Gas luar angkasa asli tidak dikecualikan dalam proses pencetakan.
Identifikasi jenis gas yang terperangkap, lalu diskusikan alasan terbentuknya:
(1) Masalah kelembaban dalam pengeringan gas: Pemilihan peralatan pengeringan udara panas/dehumidifikasi yang salah menyebabkan pengeringan plastik tidak sempurna.
(2) Gas yang terurai secara termal selama dehumidifikasi / plastisisasi: Rekahan termal merupakan karakteristik semua bahan termoplastik, dan merupakan fungsi suhu (termasuk efek geser) dan waktu. Desain sekrup, suhu barel/pengeringan, pengaturan kecepatan, atau siklus dan waktu pengeringan yang terlalu lama dapat menyulitkan gas produk sampingan dari perengkahan termal untuk keluar.
(3) Masalah aliran lelehan: Konvergensi lapisan, konvergensi geometri bagian, aliran injeksi lelehan yang tidak normal; pin pengangkat yang tidak habis dalam cetakan, sistem pembuangan yang tidak efisien, dll. dapat menyebabkan fakta bahwa gas yang terperangkap tidak dapat dikeluarkan dengan lancar keluar dari rongga cetakan, sehingga mengakibatkan gas yang terperangkap.
(4) Efek Venturi: Selama proses aliran lelehan, posisi rusuk, pin ejektor, ujung nosel dan bushing runner yang tidak sesuai, nosel yang tidak sejajar, dan manifold pada hot runner dapat menghasilkan efek Venturi yang menarik udara ke dalam aliran lelehan.
| Jenis gas yang terperangkap | Penyebab terbentuknya |
| kelembaban | Proses pengeringan, dimana pemilihan peralatan udara panas/dehumidifikasi yang salah menyebabkan pengeringan plastik tidak sempurna. |
| Gas dekomposisi termal | Proses dehumidifikasi/plastisisasi. Retak termal merupakan karakteristik semua bahan termoplastik dan merupakan fungsi suhu (termasuk efek geser) dan waktu. Desain sekrup, suhu barel/pengeringan, pengaturan kecepatan, atau siklus dan waktu pengeringan yang terlalu lama dapat menyulitkan gas produk sampingan dari perengkahan termal untuk keluar. |
| Udara | Proses aliran leleh. Konvergensi lapisan, konvergensi geometri bagian, aliran injeksi lelehan yang tidak normal; pin pengangkat yang tidak habis dalam cetakan, sistem pembuangan yang tidak efisien, dll. dapat menyebabkan fakta bahwa gas yang terperangkap tidak dapat dikeluarkan dengan lancar keluar dari rongga cetakan, sehingga mengakibatkan gas yang terperangkap. Dan selama proses aliran lelehan, posisi rusuk, pin ejektor, ujung nosel dan bushing runner yang tidak sesuai, nosel yang tidak sejajar, dan manifold pada hot runner dapat menghasilkan efek Venturi yang menarik udara ke dalam lelehan. mengalir. |
Catatan: Menentukan dari mana gas tersebut berasal lebih penting daripada mengetahui komposisi gas tersebut, dan tes sederhana dapat digunakan untuk mengetahuinya.
Baca selengkapnya
Penyebab dan Penanggulangan Cacat Cetakan Injeksi - Gelembung (2)
