: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Pemikiran Ilmiah tentang Cetakan: Cetakan adalah Ilmu, bukan Seni
Pendahuluan: Mengapa Kami Memperkenalkan Cetakan Ilmiah?
Cetakan injeksi adalah proses mengubah bahan plastik menjadi bahan plastik cair yang dapat mengalir dengan mesin cetak injeksi, dan menyuntikkannya ke dalam rongga cetakan tempat bahan tersebut didinginkan dan dipadatkan untuk membentuk produk akhir. Bahan plastik lebih murah untuk diperoleh dibandingkan dengan bahan lain seperti logam, kayu, dan keramik. Selain itu, mudah untuk menghasilkan produk geometris yang kompleks dalam jumlah besar dengan bahan plastik, sehingga orang terus-menerus memperluas penerapan produk plastik ke berbagai jenis produk. Namun, perilaku aliran plastik yang kompleks karena sifat viskoelastisnya telah menyebabkan banyak pengalaman yang salah dan keliru dalam cetakan injeksi, yang dapat dengan mudah menyesatkan arah penyelesaian masalah.
Cetakan injeksi adalah ilmu, bukan seni. Kondisi cetakan tidak dapat diatur berdasarkan perasaan atau pengalaman. Harus ada seperangkat pengetahuan yang sistematis, sehingga setiap langkah implementasi diselesaikan dengan dasar yang objektif, tidak berdasarkan pada penentuan subjektif. Pengetahuan yang sistematis ini adalah cetakan ilmiah. Sistem cetakan ilmiah berpusat pada pembelajaran prinsip dan teori cetakan utama, yang mencakup bahan baku, struktur bagian, cetakan, peralatan dan kondisi cetakan yang diperlukan untuk mekanisme operasi cetakan yang stabil. Aplikasi dan manajemen strategis dari sistem ini adalah cetakan sistematis yang dapat mempersingkat waktu yang dibutuhkan untuk membangun proses cetakan yang stabil dan dapat diulang , sehingga menghasilkan peningkatan waktu pengoperasian mesin, waktu produksi produk, tingkat skrap, dan sebagainya. Sistem cetakan ilmiah dapat menyederhanakan hal-hal yang rumit dan mengulangi hal-hal yang sederhana (terstandarisasi).
Ketika molder mampu menguasai sistem molding ilmiah, mereka dapat menggunakan sistem ini untuk menetapkan proses kualifikasi molding. Kualifikasi molding adalah proses yang meliputi "menetapkan rencana, memperoleh informasi, mencatat hasil, menginterpretasikan data" . Proses ini dibagi menjadi tiga tahap: IQ, OQ, dan PQ (dikenal sebagai 3Q*). Menurut sistem molding ilmiah dan proses kualifikasi molding, sistem pengumpulan data dapat digunakan untuk menetapkan dan menerapkan manajemen dan konfirmasi data operasi molding yang efisien dan stabil, yang merupakan dasar untuk aplikasi data molding AI.
*Catatan: IQ, OQ, dan PQ (3Q) adalah singkatan bahasa Inggris untuk Kualifikasi Instalasi, Kualifikasi Operasi, dan Kualifikasi Kinerja.
Dalam proses produksi massal pencetakan injeksi, banyak faktor yang dapat dikontrol dan tidak dapat dikontrol dapat mengubah viskositas lelehan, yang mengakibatkan variasi dalam kualitas pencetakan. Misalnya, ketika produsen yang sama memproduksi plastik dengan jenis yang sama tetapi dalam batch yang berbeda, variasi viskositas dapat mencapai perubahan ±10~20%. Oleh karena itu, kontrol stabilitas viskositas lelehan sangat penting. Makalah ini akan berfokus pada "teknik pengaturan kondisi pencetakan tersegmentasi dan kontrol stabilitas viskositas lelehan", yang merupakan fondasi inti dari sistem pencetakan ilmiah. Teknik pengaturan kondisi pencetakan tersegmentasi memanfaatkan karakteristik "pengenceran geser reologi plastik" dan teknik pemisahan/pemutusan khusus untuk merencanakan kondisi pencetakan agar mesin dapat melakukan operasi secara efektif di setiap tahap (termasuk pengisian, penahanan tekanan, pengumpanan/pendinginan, dan proses pencetakan lainnya). Ini membantu mengurangi pengaruh hasil pengaturan kondisi dan variasi fluktuasi viskositas lelehan. Gambar 1 mengilustrasikan hubungan antara tahap utama pencetakan ilmiah dan kondisi pencetakan injeksi serta logika pengaturan.

Gambar 1. Pengaturan Kondisi untuk Tahapan Utama Pencetakan Injeksi
Seperti yang dikatakan orang, kualitas "dirancang dan dibangun", kualitas tidak berasal dari inspeksi! Apakah kualitas yang dihasilkan oleh pengaturan kondisi cetak injeksi kami berasal dari desain atau dari inspeksi?
Pengaruh Suhu Leleh terhadap Variasi Viskositas
Setiap plastik memiliki kisaran suhu yang direkomendasikan oleh pemasok material untuk proses peleburan. Untuk mengurangi pengaruh suhu leleh pada fluktuasi viskositas, nilai yang wajar untuk ditetapkan dalam kisaran ini dapat dipilih untuk menyelesaikan pengisian, menahan gangguan, dan mencapai pencetakan yang stabil pada saat yang sama. Seperti yang ditunjukkan pada Gambar 2, dalam proses pencetakan, semakin tinggi suhu leleh, semakin tinggi nilai MI dan semakin baik karakteristik alirannya. Ketika suhu leleh ditetapkan pada tingkat yang lebih tinggi, variasi suhu sekecil apa pun selama produksi massal akan menyebabkan perubahan viskositas yang drastis, yang tidak kondusif untuk pencetakan yang stabil dalam jangka panjang. Oleh karena itu, jika suhu leleh ditetapkan di tengah kisaran yang direkomendasikan oleh produsen material, variasi viskositas yang stabil dapat dicapai, tetapi kerugiannya adalah aliran leleh memburuk.
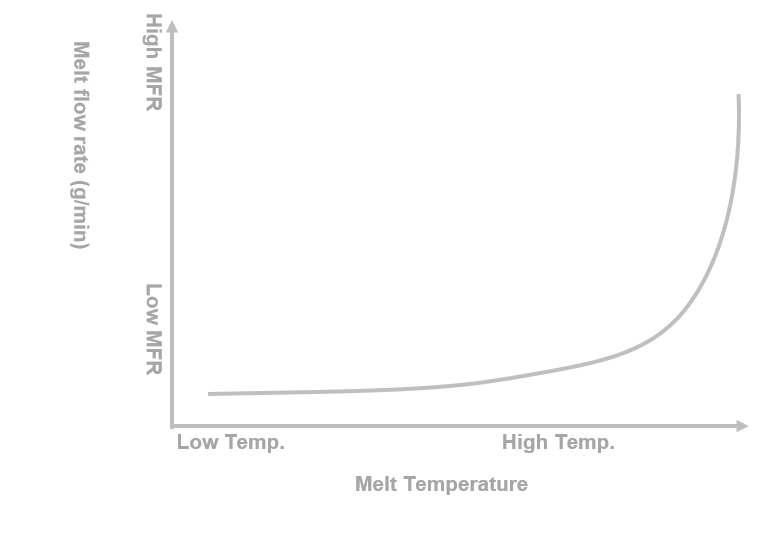
Gambar 2. Hubungan Antara Suhu Lelehan dan Karakteristik Aliran
Peningkatan Kecepatan Pengisian Mendukung Produksi Massal yang Stabil
Untuk produksi yang stabil dan jangka panjang, meskipun menurunkan suhu leleh dapat mengakibatkan penurunan aliran plastik, hal itu dapat diperbaiki dengan menyesuaikan "laju pengisian".
Pada Gambar 3, misalnya, perubahan viskositas (η1) yang diperoleh untuk variasi plastik ini dalam kisaran suhu pemrosesan yang disarankan 200~230°C jauh lebih rendah daripada perubahan viskositas (η2) karena variasi laju geser. Dengan kata lain, lebih efektif untuk memvariasikan laju geser (yaitu, laju pengisian) daripada memvariasikan suhu untuk memperoleh karakteristik aliran tinggi dari lelehan.
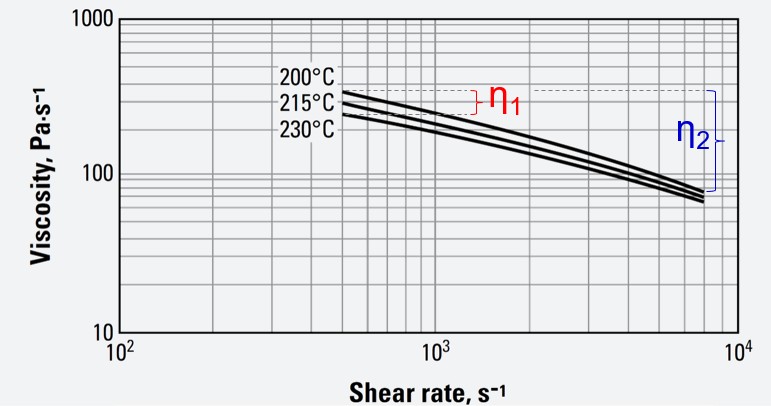
Gambar 3. Hubungan Antara Laju Geser, Suhu dan Viskositas
Seperti yang ditunjukkan pada Gambar 4, selama produksi massal, peningkatan kecepatan pengisian lelehan tidak hanya menghasilkan karakteristik aliran yang lebih baik, tetapi juga memungkinkan muka gelombang aliran lelehan mempertahankan viskositas yang stabil saat kecepatan berubah(*). Oleh karena itu, selama tekanan injeksi mencukupi, saat Anda meningkatkan kecepatan pengisian yang akan diatur, viskositas tidak akan berubah secara drastis, dan ini juga memecahkan masalah viskositas tinggi karena pengaturan suhu leleh yang lebih rendah yang tidak menguntungkan untuk pengisian.
*Catatan: Perlu diperhatikan bahwa resistansi tinggi pada muka gelombang aliran dapat mengganggu fenomena ini.

Gambar 4. Hubungan Antara Kecepatan Pengisian Lelehan dan Karakteristik Aliran
Ringkasan: Kecepatan pengisian memiliki pengaruh yang jauh lebih besar pada viskositas daripada suhu leleh. Oleh karena itu, meningkatkan kecepatan pengisian dapat mengatasi aliran plastik yang buruk yang disebabkan oleh suhu leleh yang rendah, yang menguntungkan bagi produksi yang stabil dalam jangka panjang.
Pengurangan Kehilangan Tekanan Transfer Dapat Mengurangi Produk Cacat
Pada akhir tahap pengisian plastik, viskositas lelehan yang rendah juga mengurangi penurunan perpindahan tekanan pada tahap penahanan tekanan untuk membuat tekanan internal lelehan menjadi seragam; sebaliknya, jika viskositas lelehan tinggi, plastik tidak mengalir dengan baik dan penurunan perpindahan tekanan yang tinggi menyebabkan penyusutan yang tidak merata, yang rentan menimbulkan masalah seperti kelengkungan dan deformasi produk.
Ringkasan: Di bawah kondisi pencetakan ilmiah, suhu leleh rendah + kecepatan pengisian tinggi + tekanan pengisian yang cukup dapat mengurangi hilangnya perpindahan tekanan, sehingga produk dapat memperoleh keseragaman penyusutan yang lebih baik selama tahap penahanan tekanan.
Meningkatkan Suhu Cetakan Meningkatkan Stabilitas Dimensi Produk
Secara umum, suhu cetakan yang rendah membantu memperpendek panjang siklus pencetakan, tetapi sifat mekanis dan stabilitas dimensi produk setelah ejeksi tidaklah ideal, sehingga kualitas yang diuji sebelum pengiriman mungkin hanya ilusi sementara. Sebaliknya, jika suhu cetakan diatur pada tingkat tinggi, rekristalisasi dan tegangan internal residual dapat dihindari, dan sifat mekanis serta stabilitas dimensi produk dapat ditingkatkan secara signifikan setelah ejeksi.
Pengaruh Pengaturan Suhu Cetakan dan Lelehan serta Panjang Siklus
Dalam hubungan antara suhu cetakan dan suhu leleh, pencetak tradisional biasanya akan menetapkan suhu cetakan yang lebih rendah dan suhu leleh yang lebih tinggi untuk mengendalikan panjang siklus pencetakan produk. Namun, menurut logika pencetakan ilmiah, suhu cetakan yang tinggi dikombinasikan dengan suhu leleh yang rendah dapat mencapai sifat mekanis dan stabilitas dimensi yang benar. Meskipun tampaknya waktu pendinginan akan meningkat, dari waktu yang dihabiskan untuk pembuangan panas, dengan efisiensi pendinginan yang sama, dibutuhkan waktu yang lebih sedikit untuk membuang panas untuk pengaturan suhu pencetakan ilmiah daripada pengaturan suhu tradisional. Oleh karena itu, siklus pencetakan keseluruhan mungkin tidak meningkat, dan bahkan semua kondisi ditetapkan sesuai dengan karakteristik plastik, dan dalam jangka panjang, stabilitas variasi viskositas leleh dapat benar-benar dipahami.
Pentingnya Pemikiran Ilmiah
Cetakan injeksi merupakan bagian dari proses manufaktur tradisional. Dengan berkembangnya Industri 4.0, bidang cetakan injeksi kini dilengkapi dengan banyak aplikasi jaringan, yang bergerak menuju manufaktur cerdas.
Misalnya, informasi mesin injeksi dalam produksi dapat ditangkap secara real time. Kondisi pencetakan yang stabil diatur oleh program pencetakan. Dengan teknik pengaturan kondisi pencetakan tersegmentasi, data proses pencetakan akan sangat terkait dengan kualitas produk, dan program pencetakan akan dapat mengidentifikasi jendela penerimaan kualitas dengan OQ, yang dapat digunakan untuk memantau kualitas pencetakan produksi massal untuk menghindari produksi produk cacat yang berkelanjutan. Atau, kita dapat menerapkan pemantauan real-time dan koreksi otomatis kondisi pencetakan untuk meminimalkan biaya waktu henti untuk pemecahan masalah. Ini adalah manajemen produksi otomatis yang berasal dari penerapan data besar dalam tahap pencetakan injeksi.
Fondasi dasar untuk aplikasi data pencetakan cerdas AI ini adalah untuk membangun dan menerapkan proses produksi yang efisien dan stabil berdasarkan sistem pencetakan ilmiah.
Gambar 5. Pemikiran Cetakan Ilmiah