: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

FCS Memiliki Beberapa Tips Bagi Anda Untuk Memilih Mesin Cetak Injeksi Yang Tepat
Dalam beberapa tahun terakhir, dengan berkembangnya industri resin, industri cetakan, dan industri manufaktur komponen kontrol otomatis mesin, ruang lingkup penerapan produk injeksi telah dipromosikan dan dipopulerkan secara luas.
Dengan meluasnya penerapan berbagai plastik modifikasi, plastik rekayasa, dan plastik komposit, masyarakat memiliki persyaratan yang lebih tinggi terhadap presisi dan kompleksitas produk plastik. Sangat penting untuk memilih mesin cetak injeksi yang sesuai. FCS akan menunjukkan cara memilih mesin cetak injeksi yang tepat. Hanya perlu dua hingga tiga menit untuk mendapatkan pemahaman yang lebih baik tentang mesin cetak injeksi untuk memudahkan pembelian Anda. Mesin Cetak Injeksi Dua Komponen Meja Putar (Seri FB-R)
Foto/ Meja Putar Mesin Cetak Injeksi Dua Komponen (Seri FB-R)
1. Faktor-faktor yang mempengaruhi pemilihan mesin cetak injeksi:
Biasanya faktor penting yang mempengaruhi pemilihan mesin cetak injeksi meliputi keakuratan pengulangan berat produk, posisi pembukaan cetakan, dan waktu siklus. Oleh karena itu, informasi berikut harus dikumpulkan atau dimiliki sebelum seleksi:
◎Produk: Ukuran (panjang, lebar, tinggi, tebal dinding), berat bersih, dan berat total.
◎Bahan: Proporsi bahan mentah atau bahan butiran dan bahan lainnya serta bahan yang dihancurkan

Aplikasi produk terdiversifikasi Foto/ FCS
2. Cara memilih jenis mesin cetak injeksi:
Setelah mendapatkan informasi di atas, Anda dapat mengikuti langkah-langkah berikut untuk memilih mesin injection molding yang sesuai:
Model dan seri ditentukan oleh produk dan plastik. Ketika pelanggan memilih mesin cetak injeksi, pertama-tama, sesuai dengan arah pengambilan produk dan struktur cetakan, perlu untuk menentukan bentuk struktural mesin cetak injeksi: Mesin cetak injeksi vertikal, cetakan injeksi sudut mesin, atau mesin cetak injeksi horizontal.
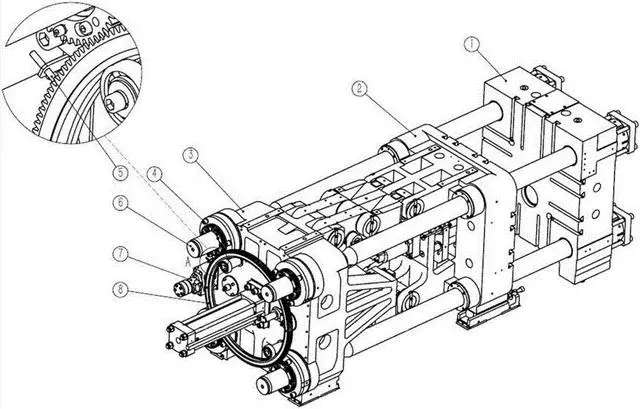
Ada sedikit perbedaan dalam bentuk struktur mesin cetak injeksi lem dari produsen besar, dan perbedaan struktural terutama terletak pada struktur penjepitan cetakan.
Foto/ Mesin Cetakan Injeksi Hidraulik Servo Tingkat Lanjut (Seri FA)
3. Pemilihan kekuatan penjepit mesin cetak injeksi:
Tonase "kekuatan penjepit" ditentukan oleh desain dan konstruksi cetakan produk dan plastik. Kekuatan penjepitan merupakan parameter penting dari mesin cetak injeksi. Ketika lelehan plastik bertekanan tinggi mengisi rongga, gaya muai yang besar akan dihasilkan di dalam rongga, yang akan menyebabkan cetakan mengembang di sepanjang permukaan perpisahan. Jika pemuaian tidak diperbolehkan, maka mesin cetak injeksi harus memberikan gaya yang lebih besar dari gaya pemuaian tersebut untuk mengunci cetakan, jika tidak maka akan menghasilkan fenomena luapan dan material mengalir, dan gaya ini disebut gaya penjepit.
Jika gaya penjepitan terlalu besar, tidak hanya akan meningkatkan biaya pembelian pelanggan tetapi juga meningkatkan keausan cetakan dan kesulitan menguras rongga, yang akan menyebabkan fenomena terbakar atau kekurangan bahan. Lebih penting lagi, bila mesin mengalami stres akan memperparah keausan mesin, memperpendek umur mekanisme penjepit dan sistem hidrolik, serta menyebabkan pemborosan tenaga.
Oleh karena itu, dalam menghitung gaya penjepitan, perlu dihitung gaya penjepitan yang akurat melalui area proyeksi produk pelanggan, rasio panjang proses terhadap ketebalan dinding, bahan, dan tekanan rongga cetakan. Gaya penjepitan, seperti kuantitas injeksi, mencerminkan kapasitas produk pemesinan sampai batas tertentu, dan sering digunakan sebagai parameter utama untuk menyatakan ukuran spesifikasi mesin.
4. Pilih mesin cetak injeksi yang sesuai berdasarkan cetakannya:
◎ Pos penghubung (juga dikenal sebagai pos panduan):
Jarak bagian dalam menentukan lebar dimensi luar cetakan, dan cetakan yang dapat ditampung dengan jarak bagian dalam yang besar pada tiang pemandu juga besar, dan cetakan yang dapat ditampung dengan jarak bagian dalam yang kecil pada tiang pemandu. juga kecil.
Area kontak minimum antara cetakan dan templat tidak boleh kurang dari 60%, dan area efektif maksimum cetakan tidak boleh melebihi luas jarak pada kolom penghubung, jika tidak, templat mesin akan diberi tekanan yang tidak merata, produk akan menghasilkan kilatan lokal. , dan templatnya akan mudah retak.
◎ Ukuran cetakan:
Templatnya adalah pelat besi ulet yang ditopang di belakang cetakan, dan cetakannya tidak boleh melebihi area jarak dalam templat. Untuk mencegah cetakan bengkok saat injeksi. Jika cetakan terlalu kecil maka akan menghasilkan tegangan lentur yang terlalu tinggi pada template, bahkan membuat template patah.
Saat menyuntikkan produk berdinding tipis, tekanan injeksi tinggi, kecepatan injeksi cepat, waktu siklus pendek, templat harus menebal, dan pelat rusuk penguat harus diperkuat untuk meningkatkan kekakuan.
◎ Modulus kapasitif:
Selisih antara minimum dan maksimum cetakan yang ditampung oleh mesin injection molding adalah modulus dari mesin injection molding tersebut.
Ketebalan cetakan yang tersedia harus lebih besar dari modulus minimum agar mesin cetak injeksi dapat membuka dan mengunci cetakan. Jika tidak, karya khusus ditambahkan (utas efektif dari pos panduan ditingkatkan, dan nilai minimum program harus diubah).
Bila ketebalan cetakan yang tersedia sama lebih besar dari kapasitas modulus maksimum, pekerjaan khusus (pemanjangan rangka dan tiang pemandu serta ulirnya, pemanjangan strip baja dengan menggerakkan dua pelat penjepit rangka, dan perubahan nilai maksimum cetakan program harus dipertimbangkan.) Namun, ada batas atas untuk meningkatkan modulus, dan daya dukung tiang pemandu (berat bantalan maksimum cetakan) harus dipertimbangkan.
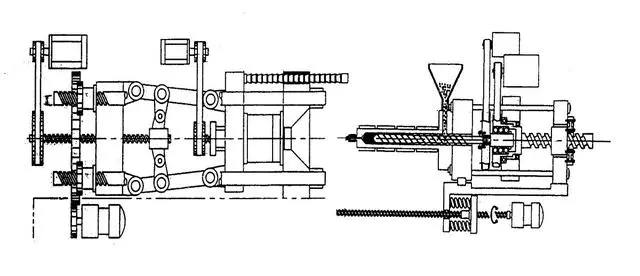
Modulus maksimum dan minimum mesin cetak injeksi bengkok adalah jarak antara templat bergerak dan templat tetap ketika putaran mesin diluruskan dan cetakan disesuaikan masing-masing ke maksimum dan minimum. Parameter ini menentukan ukuran ruang bukaan cetakan dan kedalaman produk.
Semakin besar modulusnya, semakin dalam kedalaman produk; sebaliknya, semakin dangkal kedalaman produknya. Mesin cetak injeksi dua pelat hidraulik penuh skala besar memiliki modulus dan langkah pembukaan cetakan yang lebih besar daripada tingkat yang sama dengan mesin cetak injeksi bengkok dan lebih cocok untuk produk dengan rongga dalam dan ketinggian tinggi.
Tips bagi Anda untuk memilih mesin cetak injeksi yang tepat!
Mengetahui Jenis-Jenis Mesin Injection Moulding
5 Menit Untuk Memahami “Multi Injection Moulding”
