: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Bagaimana Mengontrol Suhu Leleh dalam Pencetakan Injeksi? Suhu Barrel, Panas Geser, dan Desain Plastisasi Sekrup
Dalam pencetakan injeksi, suhu leleh merupakan faktor kunci yang memengaruhi kualitas komponen, stabilitas pencetakan, dan efisiensi produksi. Meskipun suhu barel dapat diatur oleh pemanas, suhu leleh aktual juga dipengaruhi oleh panas geser, parameter plastisasi, desain sekrup, kecepatan sekrup, dan tekanan balik.
Untuk mesin cetak injeksi canggih, pengendalian suhu bukan hanya manajemen pemanasan barel. Ini adalah proses terintegrasi dari pengendalian kondisi material dan efisiensi energi plastisasi. Stabilitas suhu leleh tidak hanya bergantung pada pengaturan proses, tetapi juga pada struktur plastisasi mesin dan akurasi pengendalian suhu.
Mengapa Suhu Barrel Berbeda dengan Suhu Lelehan Sebenarnya?
Suhu leleh dan suhu laras saling berkaitan, tetapi keduanya tidak sama. Keduanya mewakili titik pengukuran dan makna yang berbeda. Mengandalkan hanya pada suhu laras dapat meremehkan kondisi leleh yang sebenarnya, menyebabkan variasi kualitas dan hasil yang lebih rendah.
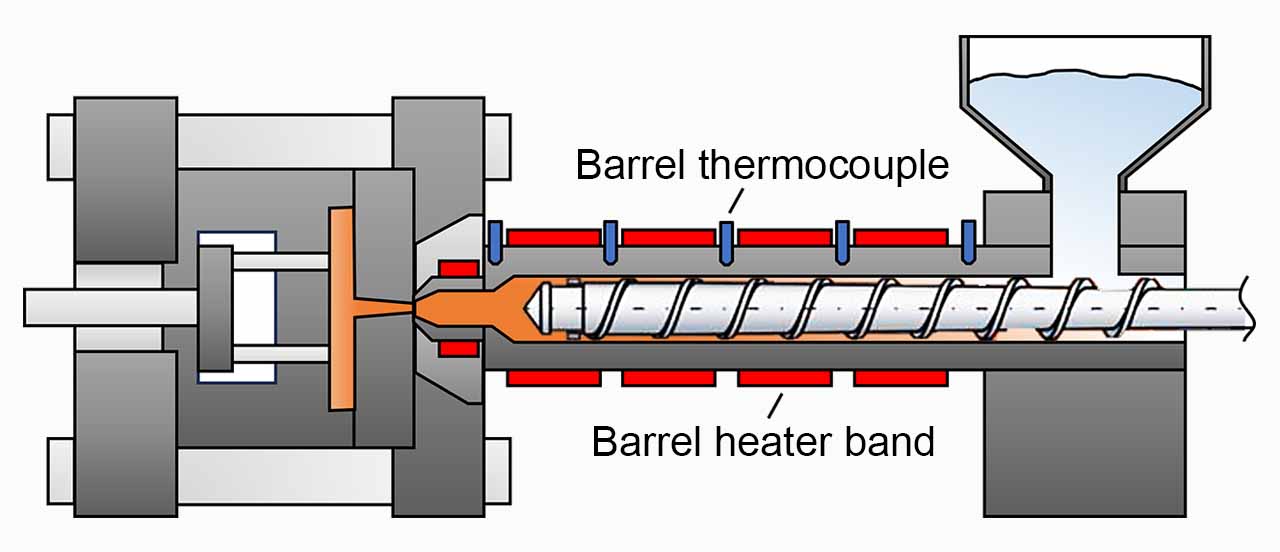
Gambar 1. Struktur Pemanasan Inti Mesin Cetak Injeksi
Termokopel yang dipasang pada tabung mengukur suhu dinding tabung, bukan suhu sebenarnya di pusat lelehan. Panas harus berpindah dari pita pemanas melalui tabung ke lelehan, sehingga suhu lingkungan dan kehilangan panas mesin dapat menciptakan perbedaan antara nilai yang diukur dan nilai yang ditetapkan.
Jika suhu leleh terlalu tinggi, degradasi termal dapat terjadi, menyebabkan perubahan warna, gelembung, garis-garis perak, bekas terbakar, dan pelepasan gas berbahaya. Hal ini mengurangi kekuatan dan kualitas tampilan komponen. Jika suhu leleh terlalu rendah, aliran yang buruk dapat menyebabkan hasil cetakan yang tidak sempurna, pengisian yang tidak lengkap, garis las, bekas gumpalan dingin, dan dimensi yang tidak stabil.
Oleh karena itu, pengaturan suhu barel saja tidak dapat sepenuhnya mencerminkan kondisi lelehan yang sebenarnya. Diperlukan pengambilan sampel lelehan, pengukuran suhu, kalibrasi, dan optimasi proses secara keseluruhan.
Bagaimana Panas Geser Mempengaruhi Suhu Leleh dalam Pencetakan Injeksi?
Suhu leleh dipengaruhi tidak hanya oleh pemanasan laras eksternal, tetapi juga oleh panas geser yang dihasilkan selama putaran sekrup. Kecepatan sekrup yang tinggi atau tekanan balik yang tinggi menciptakan gesekan dan kompresi yang kuat, sehingga meningkatkan panas lokal dengan cepat. Dalam beberapa kasus, panas geser dapat melebihi masukan pemanas. Hal ini sangat signifikan terutama pada diameter laras yang besar atau material dengan viskositas tinggi seperti PVC dan PEEK , di mana perbedaan suhu antara pusat leleh dan tepinya dapat mencapai beberapa puluh derajat.
Industri yang berbeda memerlukan strategi pengendalian geser yang berbeda pula:
- Pengemasan kecepatan tinggi: Berfokus pada efisiensi plastisasi dan keluaran geser yang stabil untuk mencegah ketidakstabilan pengisian, variasi berat, dan cacat penampilan selama produksi massal siklus pendek.
- Optik presisi: Membutuhkan geseran rendah dan suhu leleh yang seragam untuk menghindari pemanasan berlebih lokal, tegangan sisa, dan cacat optik.
- Bahan daur ulang / pencetakan mikroseluler: Membutuhkan riwayat termal dan kontrol energi geser untuk mencegah degradasi sekunder dan menjaga keseragaman sel serta rasio pembusaan.
- Bahan yang sensitif terhadap panas seperti PVC, POM, dan PLA: Membutuhkan pengendalian waktu kontak yang cermat dan desain dengan gaya geser rendah untuk menghindari dekomposisi, karbonisasi, dan pelepasan gas beracun.
Oleh karena itu, aliran lelehan dan pengisian yang lebih baik membutuhkan lebih dari sekadar input pemanas. Desain sekrup yang tepat, pengaturan kecepatan sekrup, dan kontrol tekanan balik dapat meningkatkan kelancaran aliran lelehan dan kinerja pengisian.
Bacaan Lebih Lanjut: Solusi Pencetakan Injeksi Infrastruktur PVC F CS untuk Fitting Pipa Bangunan
Bagaimana Desain Ulir Mempengaruhi Distribusi Suhu Leleh dan Stabilitas Plastisasi?
Sekrup injeksi tidak hanya mengangkut dan melelehkan plastik. Ia juga merupakan komponen kontrol kunci dalam proses konversi energi plastisasi.
Sekrup injeksi standar terdiri dari tiga bagian:
- Bagian pengumpanan: Mengangkut pelet plastik padat dan memanaskannya mendekati titik leleh.
- Bagian kompresi: Melelehkan dan mencampur plastik. Panas geser yang dihasilkan di sini adalah sumber utama kenaikan suhu lelehan.
- Bagian pengukuran: Menghomogenkan lelehan dan menstabilkan hasil. Kontrol suhu yang tepat diperlukan untuk mencegah degradasi atau aliran yang buruk.
Rasio L/D sekrup dan rasio kompresi yang tepat secara langsung memengaruhi pembangkitan panas geser dan distribusi suhu lelehan. Pada mesin cetak injeksi modern, kualitas lelehan yang stabil tidak hanya bergantung pada desain sekrup, tetapi juga pada kontrol kecepatan sekrup, stabilitas beban plastisasi, kekakuan mesin, dan presisi sistem penggerak.
⚡ Contoh Desain Mesin FCS:
- Mesin Cetak Injeksi Pengunci Luar Seri SA : Cocok untuk pengemasan multi-rongga dan berkecepatan tinggi, suku cadang otomotif, palet logistik, dan produksi massal komponen besar. Penjepitan pengunci luar dengan kekakuan tinggi dan keluaran hidrolik membantu menjaga beban plastisasi yang stabil selama produksi jangka panjang.
- Mesin Cetak Injeksi Serba Listrik Seri CT-e : Cocok untuk aplikasi pencetakan elektronik, optik, medis, dan mikroseluler. Kontrol servo presisi tinggi mengurangi fluktuasi energi plastisasi dan meningkatkan stabilitas kualitas lelehan.
Bagaimana Kecepatan Sekrup dan Tekanan Balik Mempengaruhi Suhu Lelehan?
Putaran sekrup menghasilkan panas gesekan yang signifikan, yang merupakan salah satu sumber panas untuk peleburan plastik. Dalam produksi, operator dapat meningkatkan kecepatan sekrup untuk mempersingkat waktu pemulihan, tetapi hal ini dapat membuat suhu pusat lelehan lebih tinggi daripada titik pengaturan pemanas, menyebabkan pemanasan berlebih lokal, variasi kualitas, dan degradasi material.
Hasil pengujian menunjukkan bahwa ketika kecepatan sekrup meningkat dari 10 rpm menjadi 100 rpm, suhu leleh rata-rata naik sekitar 3°C, sementara kenaikan suhu lokal dapat melebihi 15°C. Hal ini menunjukkan bahwa panas geser memiliki pengaruh signifikan terhadap suhu leleh selama proses plastisasi kecepatan tinggi.

Gambar 2. Pengaruh Kecepatan Sekrup terhadap Suhu Leleh (Material: PP / Kapasitas Mesin: 100 ton)
Tekanan balik dapat meningkatkan kepadatan lelehan, keseragaman suhu, dan efisiensi perpindahan panas, sehingga distribusi suhu menjadi lebih stabil.
Hasil pengujian menunjukkan bahwa ketika tekanan balik meningkat dari 10 bar menjadi 30 bar, suhu leleh rata-rata naik perlahan sekitar 1–2°C. Keseragaman pencampuran warna dan stabilitas viskositas juga meningkat, sehingga sangat cocok untuk produk dengan rasio bubuk warna yang lebih tinggi.
Gambar 3. Pengaruh Tekanan Balik terhadap Suhu Lelehan
Oleh karena itu, kecepatan putaran sekrup harus diatur sesuai dengan laju geser material, perilaku viskositas, dan diameter sekrup. Rentang kecepatan yang tepat membantu menghindari variasi kualitas yang disebabkan oleh kenaikan suhu leleh lokal.
▶ Sensitivitas Termal dan Strategi Pengendalian Suhu Berbagai Jenis Plastik.
Sensitivitas termal mengacu pada kecenderungan bahan termoplastik untuk terdegradasi atau berubah selama pemanasan dalam pencetakan injeksi. Berbagai bahan sangat bervariasi dalam sensitivitas panasnya. Bahan-bahan seperti PVC, PC, dan PET memerlukan kontrol suhu dan waktu tinggal yang cermat.
Tabel 1. Sensitivitas Termal Termoplastik Umum dalam Pencetakan Injeksi
Bahan | Sensitivitas Termal | Risiko dan Catatan Utama Degradasi |
PVC | Sangat Tinggi | Dapat melepaskan gas HCl pada suhu tinggi; diperlukan kontrol suhu yang ketat. |
Komputer | Tinggi | Kelembapan dapat menyebabkan degradasi pada suhu tinggi; pengeringan menyeluruh diperlukan. |
PELIHARAAN | Tinggi | Sangat sensitif terhadap kelembapan; pengeringan menyeluruh diperlukan. |
POM | Tinggi | Dapat melepaskan gas formaldehida pada suhu tinggi; diperlukan pengendalian suhu yang ketat. |
Tentara Pembebasan Rakyat (PLA) | Tinggi | Suhu leleh rendah; mudah rusak oleh panas berlebih. |
PS | Sedang | Dapat mengalami degradasi pada suhu tinggi, tetapi relatif stabil. |
ABS | Sedang | Dapat mengalami degradasi pada suhu tinggi; diperlukan pengendalian suhu yang tepat. |
PP | Rendah | Masih dapat mengalami degradasi jika suhu terlalu tinggi atau waktu pemanasan terlalu lama. |
PE | Rendah | Dapat mengalami degradasi dan menghasilkan bintik-bintik hitam pada suhu tinggi. |
MENGINTIP | Rendah | Membutuhkan suhu pemrosesan yang tinggi dan peralatan khusus. |
Bagaimana Pencetakan Injeksi Cerdas Beralih dari Kontrol Berbasis Pengalaman ke Kontrol Berbasis Data?
Untuk mencapai kualitas lelehan yang benar-benar stabil, produsen harus melakukan lebih dari sekadar mengatur nilai pemanas barel. Mereka harus memahami perilaku material di bawah geser, kontrol proses, dan integrasi desain mesin. Pencetakan injeksi cerdas modern mengadopsi pemantauan suhu nosel, pemantauan suhu di dalam cetakan, dan analisis aliran dan suhu air. Daya saing mesin di masa depan akan berfokus pada:
- Pengendalian energi plastisasi
- Stabilitas kualitas leleh
- Integrasi data cerdas
Selain optimasi proses, Sistem Manufaktur Cerdas FCS iMF 4.0 mengintegrasikan pemantauan energi plastisasi, analisis stabilitas proses, dan manajemen energi untuk mendukung tujuan ESG, penghematan energi, dan manufaktur berkelanjutan.
▶ Pertanyaan yang Sering Diajukan
Pertanyaan yang Sering Diajukan Tentang Pengendalian Suhu Leleh dalam Pencetakan Injeksi
Apakah suhu barel sama dengan suhu lelehan sebenarnya?
Suhu leleh sebenarnya biasanya lebih tinggi daripada suhu laras. Suhu laras diukur oleh sensor yang dipasang di luar laras dan terutama mencerminkan suhu dinding laras. Suhu pusat leleh sebenarnya dipengaruhi oleh panas geser, kecepatan sekrup, tekanan balik, viskositas material, dan kondisi plastisasi, sehingga kedua nilai tersebut mungkin berbeda.
Mengapa suhu leleh yang berlebihan memengaruhi kualitas pencetakan injeksi?
Suhu leleh yang berlebihan dapat menyebabkan degradasi termal, yang mengakibatkan perubahan warna, gelembung, garis-garis perak, bekas terbakar, bintik hitam, atau penurunan kekuatan. Untuk material yang sensitif terhadap panas seperti PVC, POM, dan PLA, suhu tinggi juga dapat menyebabkan dekomposisi dan pelepasan gas berbahaya, sehingga diperlukan kontrol suhu dan waktu tinggal yang tepat.
Cacat cetakan apa yang terjadi ketika suhu leleh terlalu rendah?
Suhu leleh yang rendah mengurangi kemampuan alir plastik dan dapat menyebabkan hasil cetakan yang tidak sempurna, pengisian yang tidak lengkap, garis sambungan, bekas gumpalan dingin, dan ketidakstabilan dimensi. Hal ini juga dapat memengaruhi tampilan dan kualitas struktural komponen.
Apa itu panas geser, dan mengapa hal itu memengaruhi suhu leleh?
Panas geser adalah panas yang dihasilkan oleh gesekan dan kompresi selama putaran sekrup, kompresi, dan pencampuran. Ketika kecepatan sekrup terlalu tinggi atau tekanan balik terlalu besar, panas geser meningkat. Jika suhu umpan balik termokopel barel lebih tinggi dari nilai yang ditetapkan, ini menunjukkan bahwa panas geser melebihi input pemanas, yang dapat memengaruhi stabilitas pencetakan.
Apakah kecepatan sekrup yang lebih tinggi selalu meningkatkan efisiensi plastisasi?
Tidak selalu. Meningkatkan kecepatan sekrup dapat mempersingkat waktu pemulihan, tetapi juga meningkatkan panas geser dan dapat menyebabkan panas berlebih lokal, degradasi material, atau variasi kualitas. Pengaturan harus disesuaikan dengan sifat material, diameter sekrup, persyaratan produk, dan siklus pencetakan.
Apa fungsi tekanan balik dalam pencetakan injeksi?
Tekanan balik meningkatkan kepadatan lelehan dan membantu menghilangkan gas. Hal ini juga meningkatkan pencampuran, keseragaman suhu, dan dispersi bubuk warna, yang mendukung stabilitas plastisifikasi. Namun, tekanan balik yang berlebihan dapat meningkatkan panas geser dan beban termal, sehingga diperlukan keseimbangan antara efek pencampuran dan pengendalian kenaikan suhu.
Bahan plastik mana yang memerlukan kontrol suhu leleh khusus?
PVC, POM, PLA, PC, PET, PA, PEEK, dan PMMA sensitif terhadap suhu, kelembapan, atau hidrolisis. Selama pencetakan, kondisi pengeringan, suhu laras, kecepatan sekrup, tekanan balik, dan waktu tinggal harus dikontrol dengan cermat untuk menghindari degradasi, perubahan warna, atau pembentukan gas.
Bagaimana cara meningkatkan stabilitas suhu leleh dalam pencetakan injeksi?
Stabilitas suhu leleh dapat ditingkatkan melalui pengeringan material, pengaturan suhu barel, desain sekrup, kecepatan sekrup, tekanan balik, waktu pemulihan, dan pemantauan proses. Dengan sistem injeksi cerdas dan analisis data proses, produsen dapat memantau energi plastisasi, variasi suhu, dan stabilitas pencetakan dengan lebih baik.
Solusi apa saja yang disediakan FCS untuk berbagai industri?
FCS menyediakan berbagai desain mesin untuk berbagai kebutuhan industri. Seri SA cocok untuk pengemasan kecepatan tinggi, suku cadang otomotif, palet logistik, dan produksi massal komponen besar. Mesin cetak injeksi serba listrik CT-e cocok untuk aplikasi elektronik, optik, medis, dan pencetakan presisi. Dengan Sistem Manufaktur Cerdas iMF 4.0 , pemantauan proses, dan penghematan energi.